The review of this Colchester Chipmaster lathe took 49 years to write. My Chipmaster was made in 1964 and seems to be a bit of a rare machine. All the part numbers match and confirm that it is indeed a 64 model, and a metric Chipmaster from this year is a rare beast indeed. I figured that now I have used it for a few projects, I am qualified enough to write a review for anyone looking at a Chipmaster.
Here she is:
This is Colchester Chipmaster Continental, meaning it is metric. The specs are as follows:
Swing over bed: 5.75" (146 mm)
Distance between centres: 20" (508 mm)
Bore diameter: 1 5/16" (35mm)
Speed range: 35 - 3000 rpm
Weight: 550 kg
Power: 3 HP
Starting at the Tailstock
I guess the best way to review a machine is start at one end and move through to the other. I'll start with the tailstock and the very end.
As you can see, the tail stock is very heavily constructed. Mine has both metric and inch graduations. The dial is very large in diameter and is satin chrome finished like all the dials on the Colchester Chipmaster. There are 2 levers, one to lock the tailstock quill, the other to lock the tailstock to the bed.
As is evident from the picture above, the bed is very wide given the modest capacity of the lathe. It is very stable and the tailstock is no exception. The lathe features several lubrication points for the ways on the carriage, unfortunately there are none on the tail stock.
The Colchester Chipmaster Bed
An exceptional feature of the Colchester Chipmaster is it's bed. Extremely rigid and well thought out, it really is the crown jewel of the lathe. It features hardened ways and eleptical holes that allow the swarf to fall through to the rear of the machine.
This feature makes cleaning the machine a snap as there is even a hole directly below the chuck.
A quick brush pushes the swarf to the chute and to the back of the machine.
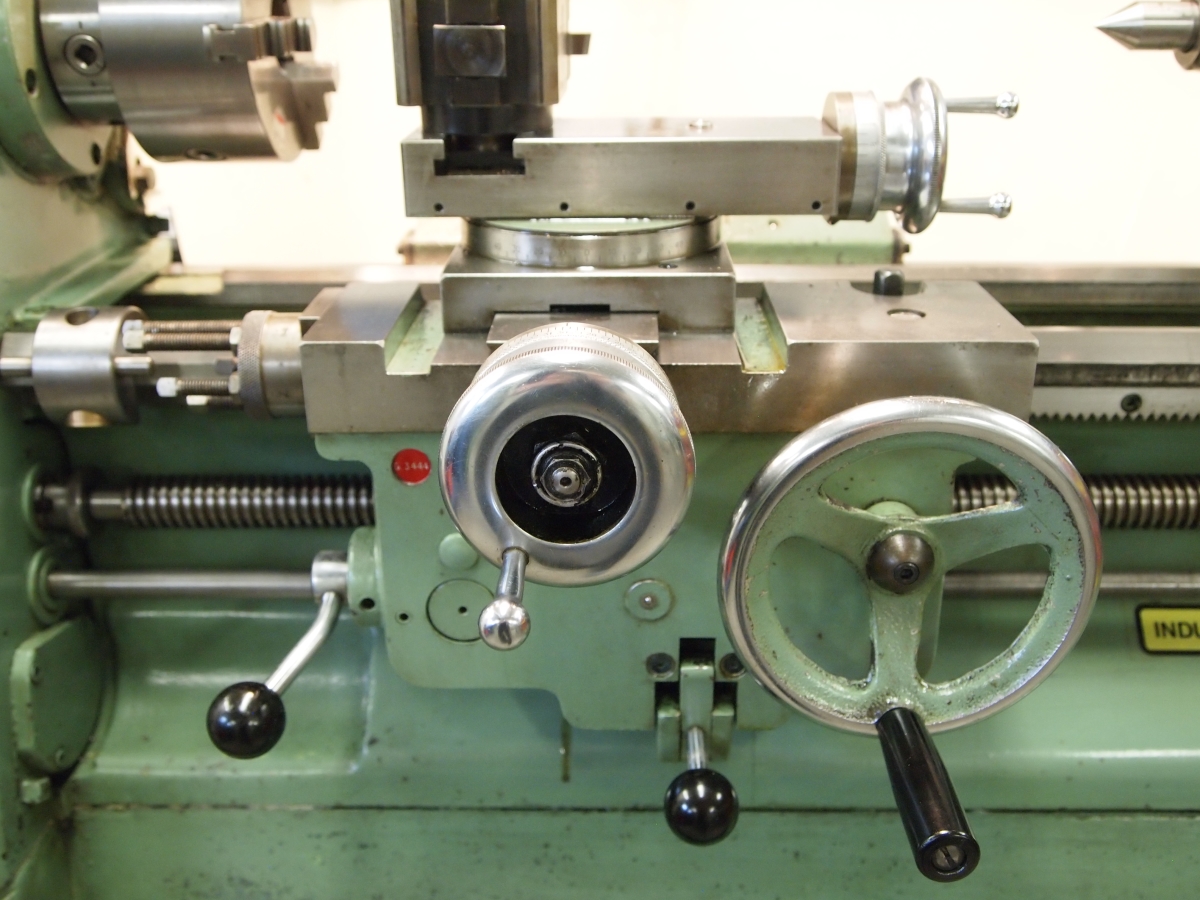
The Colchester Chipmaster Carriage and Apron
The carriage of the Chipmaster seems strange to many due to the carriage hand wheel location. On most lathes, this wheel is set up so that it is operated by the left hand. On the Chipmaster it is the opposite.
To be honest, I have found this to be quite convenient and have had no issue with it at all. Eagled eyed readers will notice that this machine does not have a thread dial indicator. The Chipmaster Continental does not have an indicator, and it is expected that you will use the machine's reverse to keep the leadscrew half nuts engaged when threading.
Between the two hand wheels on the apron is the feed shaft lever, used for longitudinal and cross feeding. To the left of that is the lever controlling the half nuts for the lead screw. The fact there is a lead screw and separate feed shaft makes this machine a lathe capable of heavy work while still saving precision for when it's needed.
The carriage is locked via a nut at the top of the carriage, located next to the carriage's oil bath filling hole.
A permanent lever would be ideal here however given the low clearance with the compound slide it would be hard to do right. I leave a spanner on it permanently. You can also see the oiling point for the ways. The cross feed and compound slide have generous dials and are extremely easy to read.
The longitudinal feed and cross feed are a combined unit located on the front of the apron. They are combined into a knob that is slid into position. The first notch in is for cross feed, 2 notches in is for longitudinal feed.
Atop the compound slide is the quick change tool post. On my machine I had the Dickson style. It is very decent quality and rigid. I have taken some deep cuts with it and have had not had any problems.
On many Colchester Chipmasters the way wipers are long past their due date. You can make Chipmaster way wipers easily by cutting 4mm neoprene or any other oil resistant rubber to size. I used a bandsaw and razor to cut mine. I made a template for them so I never have to measure again, just transfer the outline onto the rubber and cut away. You can see by the picture below that the fit is tight:
A useful extra is the carriage stop. This needs to be used with caution though as on occasions the carriage has pushed the stop and I have come close to crashing the machine. The standard stop has 6 different settings and is useful for work that is repetitious.
Colchester Chipmaster Headstock
There is not really a lot to be said about the headstock. It features Gamet precision tapered roller bearings and has a spindle size of 35mm - quite generous really.
The headstock is attached via 4 Allen head bolts. I initially thought this was flimsy but the finishes I have obtained from the machine have proven me wrong. The chuck is attached via a D1 - 3 cam lock. This ensures that the chuck stays on when you spool the machine up to 3000 rpm. Just check that all lugs are tight before testing it out or risk a 4 kg missile tear through the garage, your neighbour's house and the farmer's prize cow... 2 km away.
The headstock is where the beauty of the machine's design shines through. It's a terrible state that modern design has evolved into the monstrosity it is today. The 60's is where it was at. The art deco style of the machine make it as nice to look at as it is to use.
The headstock features 2 levers on the front. The lever on the right is the clutch lever, and the lever on the left is the belt / gear selector. The lever at the back is for the electrical box - right is forward, middle is off, and left is reverse. You will also find the headstock oil filler at the back.
For the low rpm, high torque applications, the gears are engaged by lifting the leaver up. When this leaver is engaged, beware!!! There is 3HP turning that spindle. A man can resist about 1/10th of a HP so it will easily tear your arm from it's socket if you are silly enough to use the machine with a ring or watch. When the cover is open you will also find the gearbox oil filler.
Colchester Chipmaster Continental Gearbox
The continental has a different gearbox arrangement than the imperial model. It features a joystick design with 6 different positions.
The joystick is the lever on the bottom right. The lever above it is for the carriage direction and the lever to the left above the oil sight glass is to allow more options for threads / feeds. There are a large number of threads available if you have the change wheels. I was lucky enough to have received a complete set with the machine.
The charts for feeds and threading have been included below:
I have found the arrangement of the controls to be quite intuitive and easy to understand. With the A, B, C lever, belt and gear head lever and the joystick, you have a combination of 44 threads and feed speeds available with the 28, 68 and 48 tooth change wheels.
Colchester Chipmaster Speed Wheel
The Chipmaster features a Kopp variator, a device that allows stepless speed changes on the fly. It is purely mechanical and is a marvellous invention really. Many Chipmaster has noisy variators because people didn't want to spend the extra time or money to either top up the oil, or purchase the right oil from the get-go.
Below you can see that the machine had the Swedish translation of "slow" and "fast" put on it from factory. Quite impressive really considering it was built in 64.
The speed wheel controls the variator via planetary wheels and by pulling the handle out while the machine is running and rotating left or right, the wheel will indicate what rpms you are running at. This system is very easy to use and is quite useful when you are whittling away a large diameter piece. As you reduce the diameter you can increase the rpm - the same applies to parting stock.
Upon opening the door, it is evident that the machine features the newer variator and bracket. This is quite strange as the clutch lever is from the old design. The variator is NOT sealed. If you over fill it like I did, oil will pour out of the output shaft and onto your garage floor, hence the drip pan in the photo.
You can see that the variator bracket is isolated via rubber mounts and that the gearbox is belt driven from the variator. This combination greatly reduces vibration and improves the surface finish by a number of magnitude.
Colchester Chipmaster Change Gears and Clutch
The Chipmaster was made as a toolroom lathe. Despite the norm of tool room lathes weighing at least 1000 kg, this lathe had the rigidity and speed range to handle both heavy and delicate work. The change wheels allowed the machine's capability while keeping it's weight down as a comparable gearbox lathe able to do the same would push it's weight into the Monarch territory.
Upon opening the cover a micro switch cuts out the magnetic power switch. You quickly notice the Matrix clutch that allows you to engage and disengage the spindle - making metric threading possible.
This by the way, is a feature every serious hobby machinist needs to experience. Once you have used a lathe with a clutch, it is very hard to go back.
You will also notice in the above photo that there is a belt that allows the spindle to be run directly from a the clutch, which is run via 2 vee belts from the variator. For speeds over 350 rpm, the belt is engaged, while the gears are disengaged. This allows you to attain the extremely smooth finishes the Chipmaster is famous for.
From the end view you can also appreciate just how large the spindle diameter is.
Colchester Chipmaster Cabinet
The Chipmaster has some storage, but don't expect to be overwhelmed. The cabint at the front can be removed and actually allows easy access to key parts of the variator and motor.
Colchester Chipmaster Art Deco Design
Upon closing the gear cover, you are left with this view:
The Chipmaster may not be a Monarch, but it is a beautiful machine. If you have the chance to buy one that is not worn out, do it. I paid more than I wanted to but have not regretted it one bit. It is as functional as it is beautiful and really is a great machine to run. If you are looking for more info on oils, then look here:
Which oil for Colchester Chipmaster?
For information on the Chipmaster:
Chipmaster Info at Tony's Site
And now for one last picture...
BEAUTIFUL!!! Well that is the end of this novel. I hope you enjoyed it and if you are looking at buying a Chipmaster or are a fellow owner, drop me a line.
Stay safe.







































{kind=link}